
成组立模 轻质墙板自动化生产线 设备工艺
发布日期:2024-07-25 10:21 作者:玛纳
在发展装配式建筑的带动下,建筑墙材行业迎来快速发展的大好机遇,各类外墙板和隔墙板产品在建筑业转型升级的过程中顺应而生。
装配式轻质隔墙墙板具有质轻体薄、强度高、隔声、阻热、防水、耐火、耐潮、抗冻、耐老化、可附挂重物强、抗冲击等优点,并可根据所需造型,用电动工具开槽造型埋设线管,施工简单高效。与传统砌块墙体相比,墙体重量是以往砌筑墙体的25%,极大减轻了主体结构重量荷载。

轻质板材目前在钢结构工民建中应用最多,种类也最多。有蒸压轻质加气混凝土板(ALC,NALC,AAC)、轻质陶粒材料混凝土的圆孔内墙板、用工业的灰渣混凝土做的空心的内墙轻质条板、轻质的混凝土内墙条板、用石膏做的空心的轻质条板、粉煤灰泡沫水泥条板(ASA圆孔隔墙板)、硅镁加气水泥隔墙条板(GM板)、真空挤出成型纤维水泥板、GRC玻璃纤维增强水泥条板、聚苯颗粒水泥条板内隔墙、植物纤维复合隔墙条板、ZF系列轻质墙板、纸面草板、纸蜂窝夹心复合条板内隔墙。
一、生产线参数
生产墙板类型:陶粒墙板、发泡水泥墙板、工业灰渣墙板、EPS颗粒轻质墙板、尾矿或建筑垃圾填充料隔墙板、发泡菱镁墙板(对应设备需特殊处理)
生产规格:100/200mmX600mmX3000mm(厚*宽*长)。
最大生产产能:100mm板100万㎡;200mm板65万㎡(年产能)。
直接操作人员:13-17人
占地面积:24mX120m
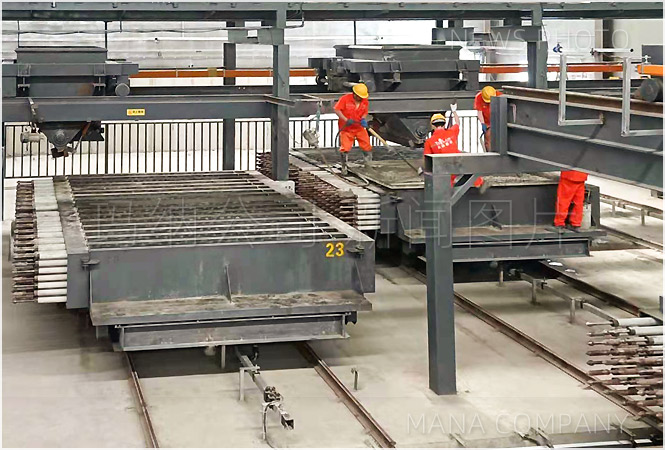
二、玛纳M05轻质墙板生产线工艺介绍
该绿色轻质墙板自动化生产线主要采用浇注工位固定、成型车环形循环的不间断流水作业的生产方式。
轻质墙板生产线主要工位有搅拌工位、浇注工位、摆渡工位、拔管工位、开模工位、出板工位、清理工位、合模工位、穿管工位、喷油工位等组成。
三、轻质墙板生产流程中各工序的主要功能
(1) 清理模台:清理模具的灰尘、残渣
(2) 搅拌:搅拌料粉
(3) 组装:组装板材模具
(4) 喷涂:喷涂脱模剂
(5) 合模:将挡板放入模具内
(6) 穿管:将芯管插入模具中
(7) 摆渡:摆渡车运行到下一个工位
(8) 浇注:将料浆均匀的向模具内浇注
(9) 拔管:将芯管从模具中拔出
(10) 摆渡:摆渡车运行到下一个工位
(11) 开模:将板材模具开模取出板材
(12) 翻转:将板材翻转立起、存放
(13) 出板:使用机械手抓取板材到叉车
(14) 码垛:将板材搬运至养护窑
(15) 养护:对构件养护达到预期强度
四、玛纳成组立模生产工艺的优势
立模,顾名思义就是相对于平模来说,把模台立起来操作的生产方式,立模生产相对于平模来说,其优点在于:
(1)充分利用竖向空间,节约水平空间;采用立模成型工艺充分利用了车间的纵向高度空间,占用车间水平面积降低到平模的1/3以下,相同面积车间产能提高,自动化和浇筑成型设备集中布置,设备的运行效率得到明显提升。
(2)构件的两个最大表面均是模板成型面,质量和精度大大提高,取消了预养和抹面工序;采用立模成型工艺免除了抹面工序,减少工人数量40%以上,免除抹面工序节约至少3~5h。
(3)适合免振捣自密实混凝土成型,便于自动化集约式生产的实现;
(4)成组立模可实现多块构件集中浇筑,浇筑时间缩短,加之成组模采用液压系统的快速方式,开合模时间也有缩短。
- 上一篇:小型预制混凝土构件固定模台生产线
- 下一篇:风电混塔模具制作与清理注意事项





{kind=link}