
���100��ƽʯ��ǽ�������豸��ɼ�����˵��
�������ڣ�2019-08-07 16:16 ���ߣ�zzmana
ʯ��ǽ�����100��ƽ���ײ����Σ��ؼ���Ҫѡ��õ��豸���ڽ�����ҵ�У�ʯ����Ʒ����Ϊ�ǻ����Ѻò��϶������ܵ����ӡ���ʯ��Ϊ��Ҫԭ�ϵ�ʯ��ǽ������ͻ�����ŵ���õ��û�����ͬ�����ڵõ� �ձ��ƹ�Ӧ�ã��г�ǰ���dz���������ˣ�ʯ��ǽ�������豸��Ϊ��ǰ�о����ȵ�֮һ��
��ʮ�������ܶ�ʯ��ǽ���豸���쳧�Һ����������ң���û�кõľ���Ч�档��Ҫ����Ϊ�����㣺��ʯ��ǽ��ļӹ��豸������ģ�����������豸����Ʒ��һ��ʩ����������չ����ȱ�ٱ�Ҫ�������������ϣ���ʱ��������;���Ƴ�Ʒ�뵱ǰ������ϵ��Ҫ�������ѽڣ�����Ӧ���ҽ����淶���й�ʩ��������Ҫ��
���100��ƽʯ�������豸��ɶ�����ʲô?������������������?M30ʯ��ǽ�������������������ƻ���������ģǽ������յĻ����ϣ����������Ƚ�ʯ��ǽ���������գ������������£����Ƴ�������ʯ��ǽ����������
��M30ʯ��ǽ���������豸��ɣ�
|
��� |
���� |
װ������Kw |
���� |
��ע |
|
1 |
JS1800����� |
17.5 |
1 |
����ֹ��壬����ҶƬ����ֲ��ʣ�����ת�ٱ�Ƶ�������Զ������������ϣ������������ �ݻ���1.8m3 |
|
2 |
����ƽ̨ |
|
1 |
���Ա� �ҷ����ṩ�ο�ͼֽ |
|
3 |
��������� |
|
1 |
��е�������ƣ������ϼ������� |
|
4 |
���ϼ��� |
1��8 |
1 |
�������������� ���Ա� |
|
5 |
�������� |
|
1 |
8�� ���Ա� |
|
6 |
ˮ���� |
1.8 |
1 |
���Ա� |
|
7 |
��Ӽ�Ԥ���� |
|
1 |
|
|
8 |
���Ϲ� |
|
2 |
|
|
9 |
ˮ�ü���· |
|
1 |
|
|
10 |
����ѹ���� |
|
1 |
3�� |
|
1 |
������©��������ģ |
9.9 |
6 |
һģ12�飬ǰ���ģҺѹ���ϣ�˫����������ģ�Զ���λ��������ʣ��ͺ��3000��100��600���ȿɵ� |
|
��ģ���岻��ֲ��� |
|
6 |
201����� ѡ���� |
|
|
2 |
����Һѹ�Զ���о�� |
17.9 |
2 |
��Һѹ��վ |
|
3 |
����� |
|
5 |
���ʣ�����ֲ��� Բо��60mm, һ��84��������ģб�� |
|
6 |
�ư�� |
4 |
1 |
�ư壬��ģ��е��λ |
|
7 |
�ϰ塢����� |
9.9 |
1 |
��ת����£����ģ�ֿ�����ģ����ģ��λ |
|
8 |
��ѹ���� |
4 |
2 |
����Һѹ��ѹ���� |
|
10 |
�ڶɳ� |
4.4 |
4 |
|
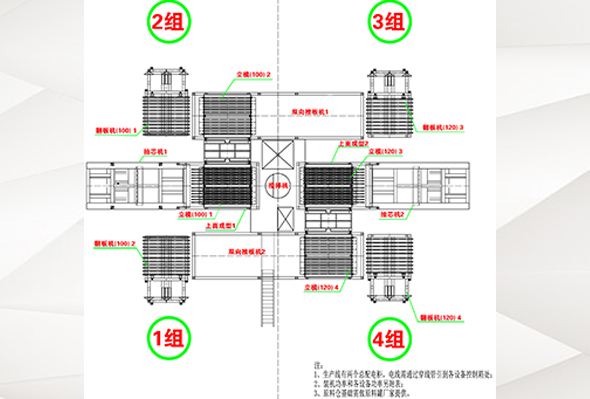
��M30ʯ��ǽ�������߹���˵����
һ����Ա���ţ�
����� 1��
��ע���������(100) 2��
����泵��ģ(100) 2��
��ע���������(120) 2��
����泵��ģ(120) 2��
������������
�Խ������עΪ���ģ���ע����˳��Ϊ���潽ע��

1����ģ��
3����ģ��
2����ģ��
4����ģ��
��������λ��������������˵��
1. ��о��λ��������о����ɳ�о������
2. ��о��λ��������ģ����λ��λ��������о����ɴ�о�������������˹���о�������ʹ�����ע��о���Ƿ�ȷ���룬��о�ܳ��ִ�λ���࣬Ӧ����ֹͣ;���;����ܾ�����Ϳ������������ģ����
3. ��ע�˹���ƽ��������ɣ������źţ���ע���˴��ţ�������۽��о��Ƚ�ע��ȷ������ģǻ���ϣ��˹�������ƽ�Ͻ���
4. ��ģͿ�ͺ�ģ��ȷ��ģǻ����ģ���Ͳ�����࣬ģǻ�����Ϳ�ͣ����϶�ģ��
5. �˹��������˹����ò�����ά������ȷ������ȷ��
6. ��ѹ���ͣ�����������ѹ���ͣ���ѹ���ͽ��������ѹ�������������͡�
7. �ư巭�幤λ��������ģ�ƶ���λ��ɣ������ư���Ƴ���ĵ���������������ɽӰ嶯����£��ת���泵���߳�Ʒ����ʱ�ư���ѵױ�ģ����ģǻ;�˹�����ģ������Ϳ�������
8. �ƶ�������ģ��ͬ�������ƶ�������ģλ�á�
9. ���蹤λ��ÿ�����Ϻ��ø�ѹˮǹ��ϴ����ۣ����ϵ�������۵�����ճ����������ʱ������ݽ���ʱ�䣬ʱ���ϼ��������裬�ɹ�������ȴ������������ȴ�������

���Ͼ������100��ƽʯ��ǽ�������豸��ɼ�����˵�������ɹ�˾�����߿��Ը��ݿͻ��Ĺ������̽������������滮����������ƣ����е��豸�ڱ��豸�Ļ����Ͽ����ͻ�������ж��ƣ���ӭ�����ܲ����졣
- ��һƪ������ ʯ��ǽ�������� ����ɴ�100��O
- ��һƪ���������ʸ�ǽ�������Ǯ��?





{kind=link}