
Ԥ�Ʊ�����ǽ�������ߣ���ǽ����װ��һ��������豸��
�������ڣ�2023-08-22 15:59 ���ߣ�����
Ԥ�Ʊ�����ǽ����Ҷ��һ��Ϊ4cm-20cm��������Ƿ���س䵱���������������;��Ҷ���������ҪΪ���²�ı��������װ�β�Ļ���;���²�������������ƣ����һ����10cm�ڣ�ʹ�õ���ϵ���͵ı��²��ϡ�����Ҷ��ͱ��²�ͨ�����Ӽ��̶���һ��
һ��Ԥ�Ʊ�����ǽ�巴������������

Ԥ��ǽ�巴�����������Ƚ�������㣬�ٽ��нṹ�������������ʱǽ���ڲ೯�ϣ�������衣
1)ģ������:������ģ�����һ���ǿɲ�ж���ظ�ʹ�õĸ�ģ�����ģ�塣ģ��װ�䵽λ������Ҫ��֤ģ�������ƽ���ȣ��Ա�֤��������ƽ���ȷ���Ҫ��
2)���������:��ģ��ײ�����ש���泯�Ϸ�ʽ�ڷ�,��������Ŀ��ͨ���˹��ֶ��ڷ�,����ʹ�������轺����ȹ̶�������ǰ�̶�����ש,�����������ʱ��������,�����ש����װЧ�ʣ���ש��������ש��װ���϶���Ⱦ���һ�¡�
3)Ԥ�����װ�̶�:Ԥ�����Ҫ����Ԥ����˨��Ԥ����ס�Ԥ����˨��������Ӧ��ȡ�̶���ʩ����ȷ�����Dz�����������ͲԤ�����Ҫע���䶨λ��
4)�����������������������ҳ���������ʹ��������㱣�����γ����塣
5)���豣�²㣺�����²����и�ɺ��ʳߴ磬�ڷ�������Ϸ���ȷ�����²�ֱ��û�����Է�϶���ﵽ���õĸ���Ч����
6)ǽ��ṹ��ֽ�Ǽ���ģ
7)�������������ڽ�����ṹ���������ģ������������е��̨�ϣ�������ʵ������ʹ����ƽ����ǽ���ڲ�û�����ݺͷ�϶��
8)������ģ���ں��º�ʪ������Ҥ�н�������������������ǿ�ȴﵽҪ��������ģ��
�����뷴������������������������˳���ýṹ�����У��������������ķ���������ʱǽ����೯�ϣ�ǽ�������ṹ��������������ͬ��
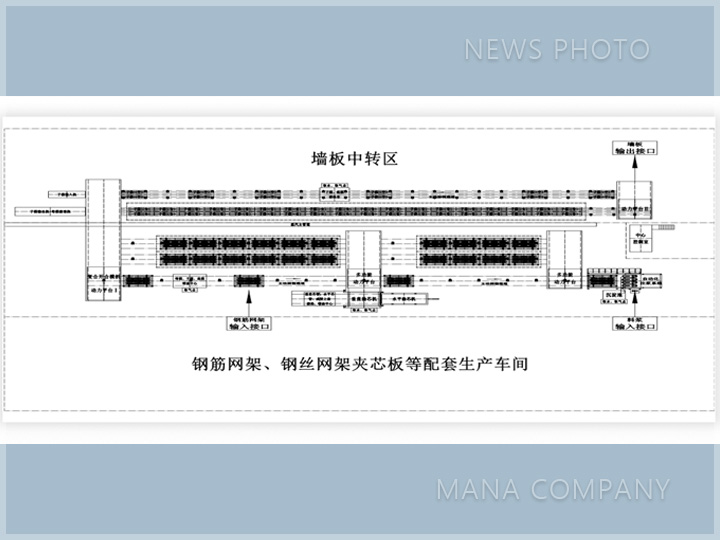
�������ɹ�˾Ԥ�Ʊ�����ǽ������������
���ɹ�˾�����Ƴ��ġ���ʽ��������ǽ�塱��ĸģ�����Զ��������ߣ������ҡ�ʮ���塱��Ŀ�廪��ʽ ��˫����ĸ�����ǽ�塱������ģ(��ĸģ����)���쿪����Ʒ��
����������һ�����á���ĸģ����ȫ�������С����Զ��������ߣ�ͨ��ĸģ���в��ü��ж���ƽ̨�����Զ�������ģ����ơ����п���ģ�����ù���ģ���Զ������ƣ�����ؽ�Լ���豸�ɱ����������Դ���ģ��Բ���42��ƽ����/���˫��װ�ǽ��������Ϊ����װ�����ʿɽ�ʡԼΪ60%;ͬʱҲʡȥ�˴����ĵ�·���Ӻ���·���ӣ������˰�װ�����ڲ�����ά��;����Ҫ���������˴�ͳ����ʽ������ģ�������������������������Һѹ���ϵİ�ȫ������ʵ�ְ�ȫ���кͰ�ȫ������
������ʽ��������ǽ�塮��ĸģ�������Զ��������߹���˵��
�������ܡ�����������Ϊ������42��O/��(8��m³/��)�Ĵ���Ԥ�Ʋ�Ʒ�����ߡ�
���������ɡ���12��15����/���ģ���ռʱ��Ľ�ע����Ϊ��Ʊ�����ʱ�䣬������һģǽ����12-15���ӡ�
������ʱ�䡪��1)����2H----о�ܡ�ĸģ���� 2)����3H----ĸģ���� 3)����5H----��ģ����
���ɹ�˾�Թ�������������ʽ���д�ı�����߹���������������ʵ���ִ����Ĺ�ҵ����ģʽ�������˹����ֹ������IJ��֣�����ʩ����Ա�������Ͷ��߱�Ϊ�˻�е�����ߣ�����˹��������������ԺͰ�ȫ�ԣ�ͬʱ��Լ�˲��ϡ����������Ч�ʡ�
�ġ�����
����װ��ʽǽ�����ֳ���Ⱦ���٣��ֿ��Դ��������ʩ�����ڣ��ھ���Ч�淽����Զʤ�ڴ�ͳ������Χ����ϵ�Ľ��������Դ�����չװ��ʽǽ�彫��Ϊ������Ȼ�Ե����ơ�





{kind=link}