
改性石膏轻质隔墙条板自动化生产线设备
发布日期:2023-05-03 15:38 作者:玛纳
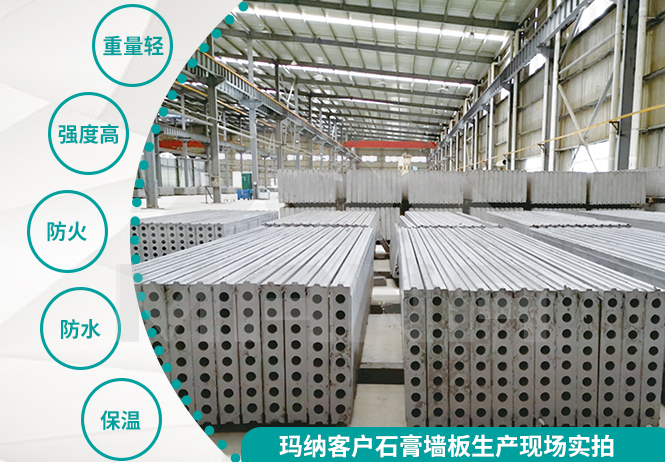
改性石膏轻质隔墙条板是以脱磷石膏为主要原料,其它化学原料为辅料,经高速搅拌、浇筑成型、抽芯、干燥等程序制成的轻质板材。改性石膏轻质隔墙条板使用部位为非承重、非受水的内部隔墙,使用厚度分为100mm厚隔墙和200mm厚隔墙。
一、 墙板安装主要工序
首先浇筑构造柱(超长)→完成后安装落地板(U形抗震卡)→调板、校板→浇筑混凝土圈梁(超高)→安装U形抗震卡→安装接板→调板、校板→依次安装墙板。
由于改性石膏材料特性,构件进场后,应及时搬运于楼内,严防雨雪淋湿,如堆放室外需用彩条布遮挡。隔墙板堆放场地要求平整、板下需方木衬垫,卸板需轻放,不得碰撞,严禁平抬、平放,侧向堆放角度大于75度。
二、 M30自动化石膏墙板生产线简介
M30自动化石膏墙板生产线是玛纳公司根据石膏工艺特性,推出的全新工艺布置生产线。此生产布置特点是工人按工位操作,按节拍运行,定岗定责,机组流水,适用于大规模生。并且根据客户市场定位,单线产能最小50万平米至最大120万平米,可灵活配置产能及资金计划;机械化程度高,引领同行业,人员配置少,大大节省人工。整线机械部分设计刚度大,正产使用满足6―8年;液压电气,国内国际一线品牌,维护成本低,故障率低。

三、 人员安排:
(1) 搅拌机:1人
(2) 挂网:2人
(3) 浇注及上面成型(100):1人
(4) 抽芯穿芯(100):1人
(5) 出板叉车清模(100):2人
(6) 上面成型(200):1人
(7) 抽芯穿芯(200):1人
(8) 出板叉车清模(200):1人
共计一班10人。
四、 工艺流程
(1) 搅拌工位,连续搅拌(100板和200板交错)。
(2) 浇注立模,100型立模行走到100型上成型做上压成型,200型立模行走到200型上成型做上压成型。
(3) 上成型完成后静停,等待抽管。
(4) 100型立模对位到100型抽芯机完成抽芯工作,200型立模对位到200型抽芯机完成抽芯工作。
(5) 抽管完成后静停,等待出板。
(6) 100型立模对位到100型推板机完成出板工作,200型立模对位到200型推板机完成出板工作。
(7) 清理模具,喷涂隔离剂,到相应工位完成抽芯工作。
(8) 布网工作。
五、 总结
石膏基基体材料工作性能良好,初、终凝时间短,可提高工业生产的效率,增大产值。改性激活剂大大提高了石膏制品的耐水性,可广泛应用于石膏基墙体材料的生产中,扩大了石膏基墙体材料的应用范围。玛纳立模制备的改性石膏基轻质隔墙板综合性能优良,完全符合相关规范要求,具有极大的市场潜力和竞争力,发展前景广阔。





{kind=link}