
薄型叠合板生产线
发布日期:2023-02-16 10:11 作者:玛纳
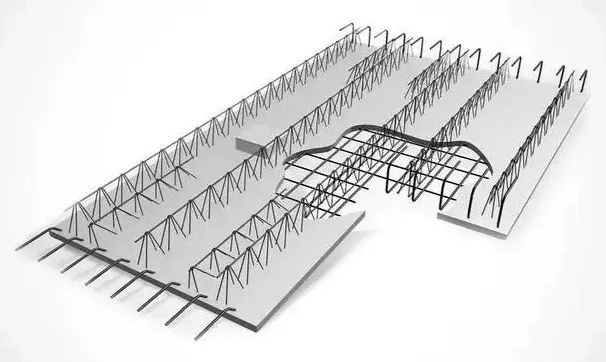
预制叠合板是装配式建筑的主要水平构件之一,也是目前国内运用最广的预制楼板形式。预制叠合板的使用不仅减少了施工现场的湿作业,更成为上部现浇层的模板,减少了模板的搭设工作。预制叠合板的下表面较平整,有利于饰面层的施工,但是要注意进行裂缝控制,避免因为预制叠合板的开裂,影响结构安全和后期饰面层的开裂。
预制叠合板分为上下两层,下部预制层可充当上部现浇层的模板,通常与叠合梁搭配使用整体性较好,且施工工艺成熟、各连接节点施工较简单,所以预制叠合板随着装配式建筑的不断推广和普及被大量的运用在公共建筑和居住建筑领域。但是相比于全现浇混凝土板,预制叠合板多了工厂生产、运输、堆放、吊运、安装、拼缝处理等工序,如果这些工序的质量控制不严将会产生许多质量问题,其中最多的质量问题就是有害裂缝的产生。
一、 预制叠合板拼缝的处理
在后期的叠合板饰面层施工过程中发现,预制叠合板拼缝的位置往往是饰面层开裂的位置。预制叠合板的拼缝主要分为双向板拼缝和单向板拼缝。双向板的拼缝主要是两块板间预留有钢筋,通过混凝土现浇作业进行整体上拼接,类似与后浇带。单向板的拼缝主要是密而小的拼缝,中间没有预留钢筋的存在,一般是采用先塞缝后胶沾的方式拼接。
二、 玛纳薄型叠合板生产线介绍
2.1 产品规格及薄型叠合板生产线基本参数
1) 叠合楼承板外形尺寸 长X宽X厚:4500mm X 1200mm(600mm)X(15mm-25mm)(长、宽、度厚度多级可调)。
2) 最大设计产能:单线年产150万平方米。
3) 主产线占地面积:27mX150m;成品堆厂面积:8000平方米――1000平方米。
4) 自动化线人员配置:主线直接操作人员9人。
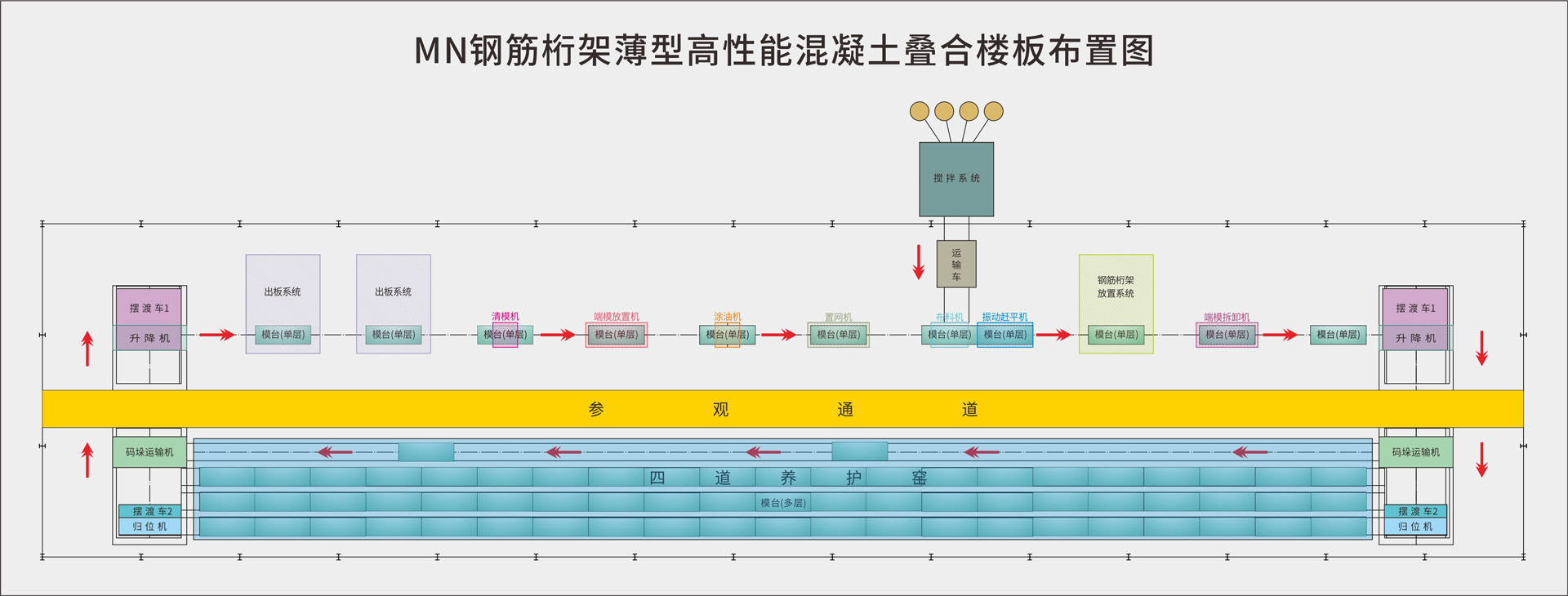
2.2 薄型叠合板生产线主要工艺装备
1) 功能主机模块(出板系统、清理系统、自动端模系统、涂油系统、网片布网切割系统、精准布料系统、整平系统(含毛面处理)、桁架定位置入系统)
2) 精细砼搅拌系统模块(自动配料计量、输送、搅拌、料浆输入)
3) 自动化运行模块(支撑系统、动力部分(含运行控制)、码垛输送系统、出入养护室动力系统)
4) 养护模块(养护室、加热部分、温湿自动控制单元、养护室窑门自动控制单元)
5) 智能制造工厂管理+控制系统(生产管理系统、自动化控制系统)
6) 钢筋桁架加工模块
2.3 薄型叠合板生产线主要生产工艺工序
1) 注料工位:模板至工位后进行动态泵注+模板行进+上面滚压成型+余料回收至注料斗。
2) 桁架放置工位:布料完成的模板,由紧邻的布料工位滚轮输送至本工位,然后放置桁架并振动定位。
3) 养护工位:将桁架放置完成的模板推入“多层、多道、自动进出养护窑”进行整体养护。
4) 出模工位:将养护完成后的“模板+构件”分层推出,完成出模。“抓板机”抓起“托板+构件”,脱掉模板将构件码垛,之后再将模板转运回注料工位,完成循环。
- 上一篇:水泥发泡墙板生产线简介
- 下一篇:玛纳新型蒸压陶粒墙板生产线说明





{kind=link}